Modern refineries are based on maximisation of conversion and require vacuum distillation operation to fit with the flow diagram of the overall process. This means that the vacuum tower operation must be steady without impacts coming from fired heater fluctuation.
The design has to guarantee that the profiles of pressure, temperature and vaporisation from the inlet to the heater to the tower will be achieved during operation independently of feed variation and fuel fluctuation. Fluid-dynamic simulation of the outlet tubes, manifold and transfer line are to be carried out to have the highest possible symmetry of the different flow streams resulting in equal individual flows properties.
A similar DCS control as described for the crude distillation unit is suitable for vacuum distillation as well and is necessary to keep on the long run the above conditions.
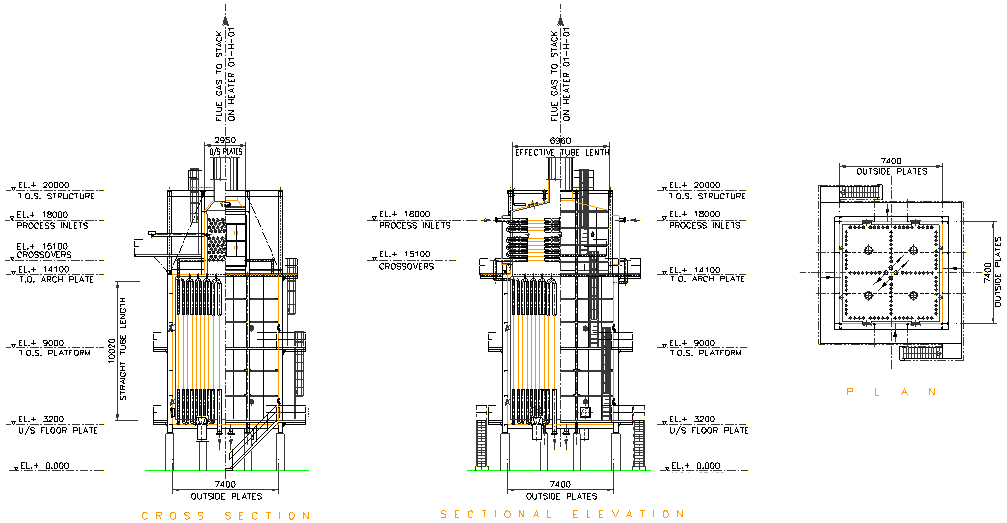
As to the lay out of the furnace, capital cost consideration are the same as for crude distillation with smaller heaters being designed as vertical cylindrical (fig.1) and larger one being done to the “high intensity concept” (fig. 2).
Fig.1
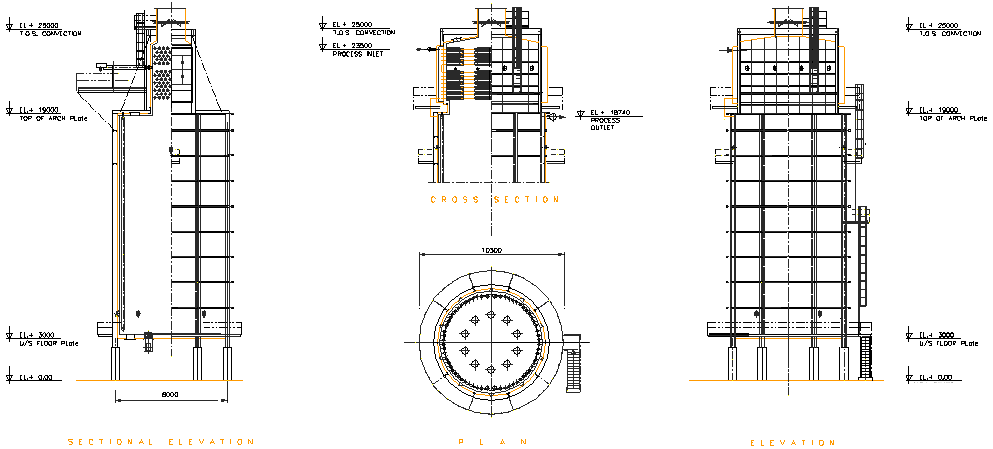
Vertical tube heaters will be distributed in the minimum number of streams suitable for the allowable pressure drop even if resulting in large outlet tube diameter. In ICS experience such tubes, in order to stay safely below the critical velocity, may have diameter as large as 350 mm.
Fig.2