Among the various kind of fired heaters in refinery service, the steam reforming furnaces are the ones that have been subject to more improvements in the past years. These improvements were achieved in the areas of major concern:
- Tube metallurgy
- Catalyst
- Coil configuration and firing arrangement
- Inlet and outlet headers system
Tube metallurgy improved to the latest generation HP 35 Modified Microalloys grade ( 25 Ni 35 Cr + Nb + micro quantities of special elements). The implementation of such new materials has lead to much thinner tube thickness at same design conditions (typically 9 mm)
At same time the new generation of catalysts developed by the leading catalyst manufacturers has allowed to design at higher heat flux still avoiding carbon formation and or catalyst damages (typically 70.000 – 80.000 kCal/m2 hr)
The coil arrangement has evolved from the old side fired layout to the most modern top fired one where vertical lanes of tubes (fig.1) fed from the top are fired on both sides by burners installed in the arch of the furnace.
Fig.1
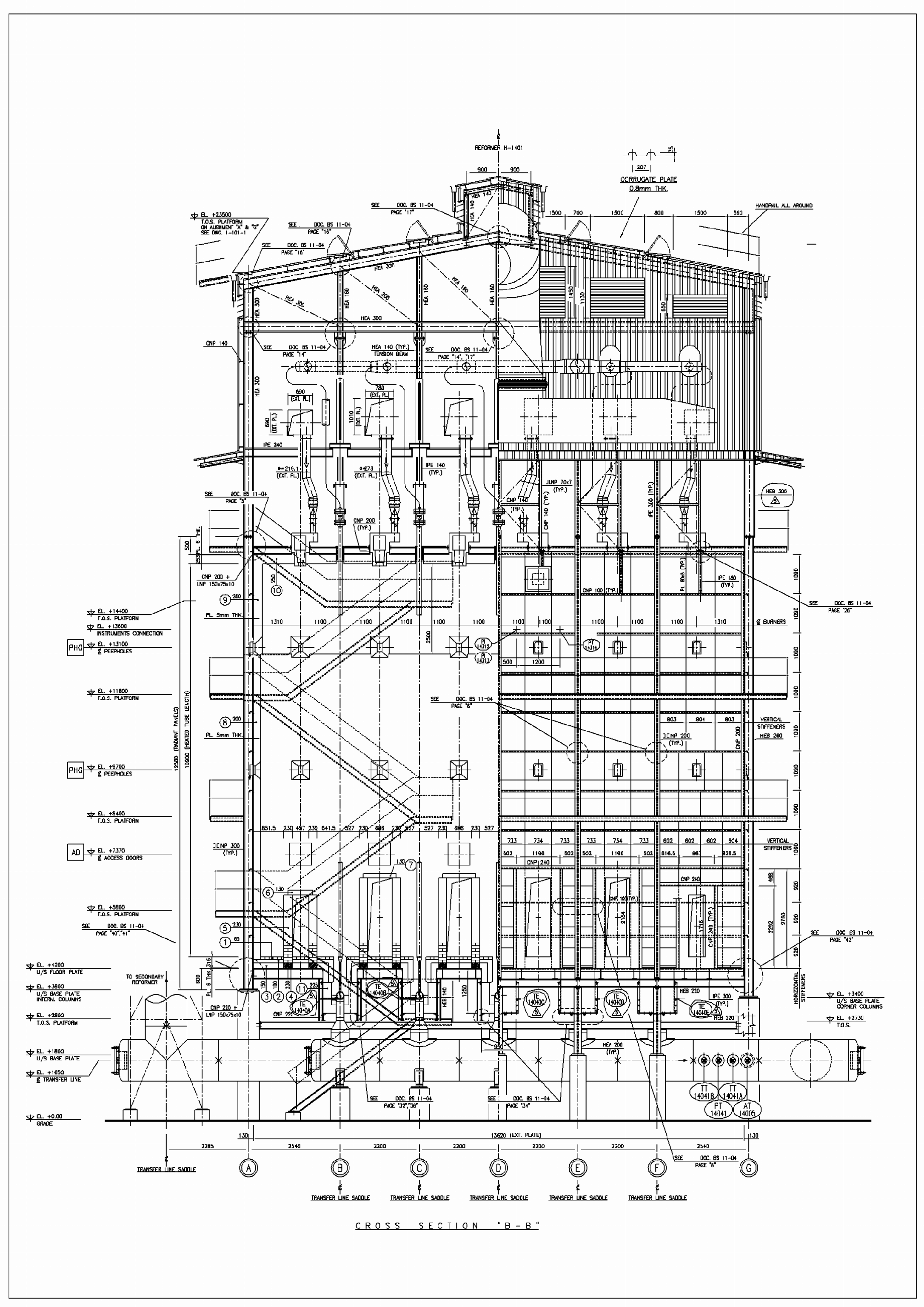
This layout allows:
- Modularity of size: more lanes of tubes may be added in one single radiant box up to Hydrogen production of 150.000+ Nm3/hr
- Optmized heat flux: the major part of the heat is given where required, i.e. at the top cold section of the tubes
- Optimized use of tube material: due to the fairly flat tube skin temperature profile the minimum required thickness is almost the same in each section along the tube length.
Fig.1 (continued)
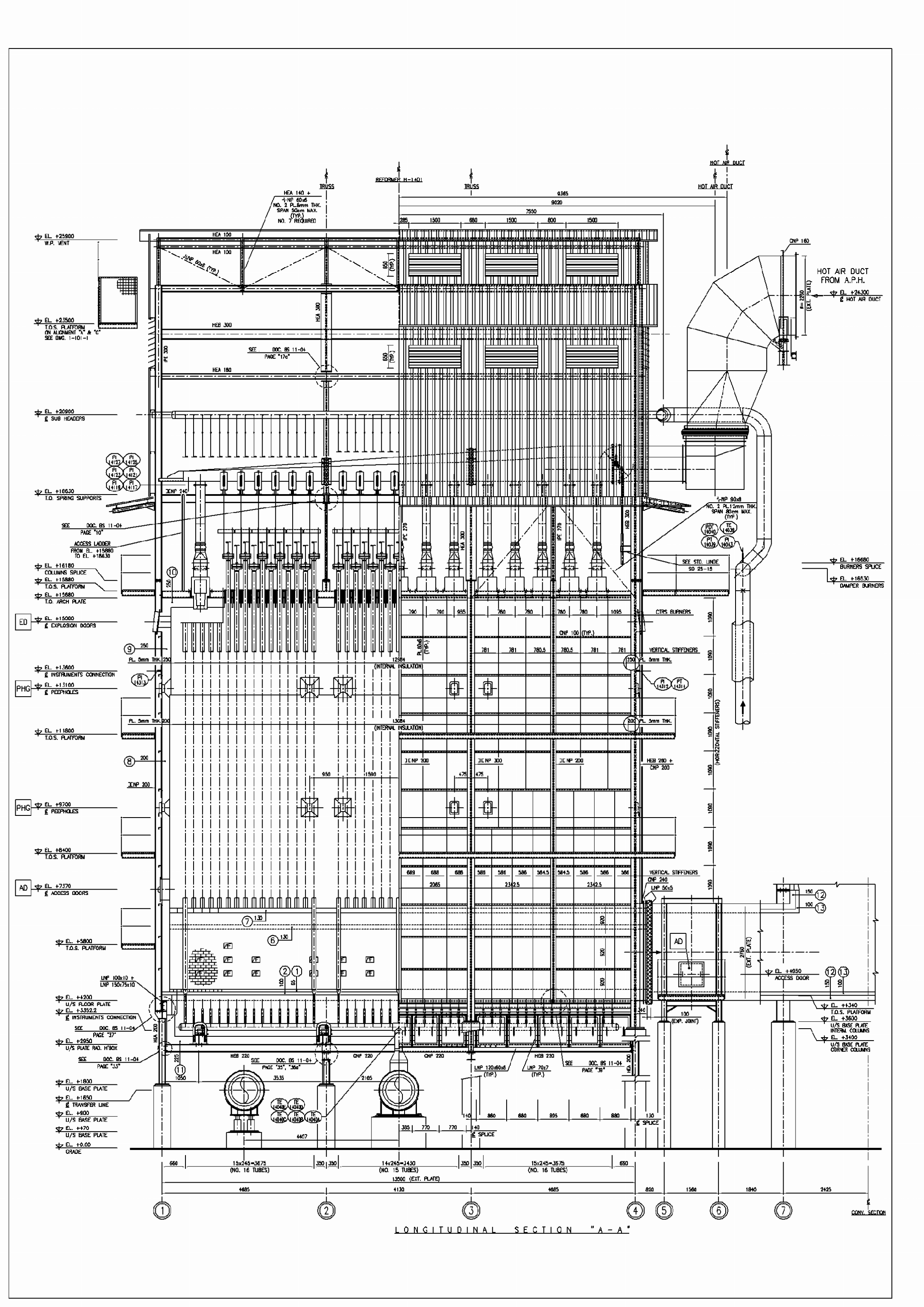
Very important improvement have been achieved also in the field of mechanical design of the outlet headers where, in order to avoid any mechanical stress to the catalyst tube, long flexible tubings are used to connect the inlet and the outlet headers to each of the individual catalyst tubes. The load of the tubes, therefore, is easily taken by the floor of the furnaces and by the top spring supports with no movement other than vertical expansion and no external load other than the dead weight of the catalyst tube themselves.
The high temperatures involved in the process of steam reforming result in very high temperature of the flue gases leaving the radiant section. Several solutions are available to recover the heat from such gases:
- Hydrocarbon feed preheating
- Hydrocarbon/steam mixed flow preheating
- Boiler feed water preheating
- Steam generation
- Steam superheating
- Combustion air preheating
Depending on the economic value given to steam production in the overall refinery balance, such production may be maximized or limited to the steam flow required for the steam reforming reaction only. The unit will then be either a net steam exporter or a self sufficient steam producer. In any case the approach of the pinch technology has to be followed in order to have the best utilization of the heat source at the various temperatures. which in turn will allow to optimize the selection of metallurgy for the tubes of the different streams.
Very important improvement have been achieved also in the field of mechanical design of the outlet headers where, in order to avoid any mechanical stress to the catalyst tube, long flexible tubings are used to connect the inlet and the outlet headers to each of the individual catalyst tubes. The load of the tubes, therefore, is easily taken by the floor of the furnaces and by the top spring supports with no movement other than vertical expansion and no external load other than the dead weight of the catalyst tube themselves.
The high temperatures involved in the process of steam reforming result in very high temperature of the flue gases leaving the radiant section. Several solutions are available to recover the heat from such gases:
- Hydrocarbon feed preheating
- Hydrocarbon/steam mixed flow preheating
- Boiler feed water preheating
- Steam generation
- Steam superheating
- Combustion air preheating
Depending on the economic value given to steam production in the overall refinery balance, such production may be maximized or limited to the steam flow required for the steam reforming reaction only. The unit will then be either a net steam exporter or a self sufficient steam producer. In any case the approach of the pinch technology has to be followed in order to have the best utilization of the heat source at the various temperatures. which in turn will allow to optimize the selection of metallurgy for the tubes of the different streams.